
Design and key technology of intelligent management and control system for coal preparation plant based on Mining Industry Internet
-
摘要:
为实现选煤全流程自动化、数字化与智能化,构建基于矿山工业互联网的选煤厂智能管控体系,搭建了选煤厂智能管控平台并开展生产应用实践。基于选煤厂实时透视化智能管控总体设计目标,建立了包括边缘层、数据中心、矿山工业互联网平台及业务应用等内容的选煤厂智能管控平台体系,设计了数据中心、业务应用等主要模块,研究了选煤大数据治理、BIM驱动数字孪生、精细化智能分选控制等平台建设相关的关键技术,其中选煤大数据治理技术为充分发挥选煤行业的数据价值提供技术支撑,BIM驱动数字孪生技术实现选煤过程的全链条透视化智能化管理,精细化分选控制为产品煤质量提供了实时在线保障,最终建成具有管理体系标准化、业务流程一体化、数据融合协同化的智能管控、快速决策与分析的选煤厂智能管控平台。平台基于矿山工业互联网技术打通生产管理、安全监测、生产控制与辅助决策等系统,对生产过程进行实时透视化监控、调度和控制,实现生产计划的执行、资源的优化配置,并通过下峪口选煤厂进行智能化管控实践,验证了其在选煤全流程智能感知、辅助决策与精准控制等方面的成效,在提高精煤产品质量和精煤回收率的同时,降低了生产成本、人力成本,减少了停机事故。
Abstract:In order to realize the automation, digitalization and intelligence of the whole process of coal preparation, the intelligent control system of coal preparation plant based on the Internet of mining industry is built, and the intelligent control platform of coal preparation plant is built and the production application practice is carried out. Based on the coal preparation plant real-time perspective intelligent control overall design objectives, established including edge layer, data center, Mining Industry Internet platform and business application of coal preparation plant intelligent control platform system, design the data center, business applications, studied the coal preparation data management, BIM driven digital twin, fine intelligent sorting control platform construction related key technologies. The coal preparation data management technology to give full play to the value of coal preparation industry data to provide technical support, BIM drive digital twin technology to realize the whole chain of intelligent management, fine sorting control realizes the product coal quality real-time online security, finally built with management system standardization, business process integration, data fusion collaborative intelligent control, rapid decision and analysis of coal preparation plant intelligent control platform. The platform based on Mining Industry Internet technology to connect production management, safety monitoring, production control and auxiliary decision-making systems, real-time perspective monitoring, scheduling and control of the production process, to achieve the implementation of production plan, optimal allocation of resources,Through the intelligent management and control system design and practice of Xiayukou coal preparation plant, it is verified that the platform has reached the goals of intelligent perception, auxiliary decision-making and accurate control, which has stabilized the quality of cleaned coal products, improved the recovery rate of cleaned coal, reduced production costs and reduced accident downtime.
-
0. 引 言
随着全球对能源需求的增长和环保要求的提高,煤炭行业面临提高生产效率、降低能耗、减少环境污染的挑战。选煤厂智能化建设是选煤行业转型升级的必然选择[1]。云计算、大数据、物联网、人工智能、5G通信等技术的快速发展,为实现矿山工业互联网的深度应用提供了技术支撑[2]。近年来国家相继出台诸多政策鼓励和支持矿山行业智能化建设,如《中国制造2025》《关于加快煤矿智能化发展的指导意见》《国家能源局关于进一步加快煤矿智能化建设促进煤炭高质量发展的通知》等,为智能化选煤厂建设提供了政策导向。
随着选煤行业技术发展及“双碳”战略推进,选煤工业主要向选煤工艺智能化、煤炭高效清洁利用、煤泥深度浮选、设备国产化等方向发展[3]。基于矿山工业互联网[4]的智能化选煤厂建设是在传统选煤工艺基础上,深度融合新一代信息技术与工业化生产,旨在通过精准控制、精细管理与科学决策达到效率提升、成本降低、安全保障与环境友好的目标[5]。
截至目前,国内多个大型煤炭企业已成功实施智能化选煤厂项目,如国家能源集团上湾选煤厂、中国中煤能源集团大海则选煤厂、陕煤集团小保当选煤厂和下峪口选煤厂、淮南矿业潘集选煤厂等。智能化选煤厂在提高生产效率、降低能源消耗、提升安全管理等方面取得了显著成效[4]。据中国煤炭工业协会不完全统计[5],自2022年下半年起至今,通过国家能源局组织完成智能化选煤厂验收36座,其中评定为中级智能化选煤厂30座,占比83.33%,标志着我国选煤厂智能化水平迈上一个新台阶,选煤工艺已接近国际先进水平,选煤设备逐步向大型化、国产化和智能化方向发展。
智能化选煤厂广泛应用智能感知技术[6](如射频识别技术(RFID)、传感器网络)、大数据分析[7]、智能优化算法[8]、智能控制策略[9]等,通过构建涵盖生产执行系统(MES)、企业资源计划系统(ERP)、智能监控与预警系统等在内的综合管理平台,实现信息流与物料流的无缝对接,提升生产管理的透明度和效率[10],实现从原煤入厂到产品煤出厂的全过程自动化、智能化管理。在选煤厂智能管理方面,尽管建设了ERP、MIS(管理信息系统)、MES等专用的管理系统,但在煤质管理、跨组织/跨业务数据交互仍存在较多问题,其中智能重介分选是选煤厂实现产品煤质量控制的重要手段,该方法主要包括底层感知系统、分选密度智能调整、基于产品灰分的密度智能设定三部分,其中底层感知系统经过多年的研究应用效果较好,分选密度智能调整模块基本解决了分选精度低的问题,但应用中存在因偶发密度超差事件,底层感知系统频发动作的问题;基于产品灰分的密度智能设定模块因关键检测设备−灰分仪对现场生产煤质适应能力差,检测灰分漂移大的问题,一直未得到有效解决。在选煤厂智能决策方面,尽管建成了原煤分析、洗选产品分析、装车分析、智能检修与工艺效果评价等模块,但整体应用效果欠佳。除此之外,选煤标准数据体系研究还在萌芽阶段,包括数据治理、数据资产管理、选煤数据的标准化、集成化与资源化管理等。
综上所述,智能化选煤厂在生产自动化与管理数字化方面取得了一定成效,但同时也面临着信息技术深度融合、行业知识复用、全生命周期数字化管理等多方面的挑战,因此进一步提高选煤厂智能管控水平成为当前研究重点。
1. 选煤厂智能管控目标
通过新一代智能制造的人−信息−物理系统[11]可知,选煤行业从以设备系统为主的传统机械化选煤,到具有业务信息系统的数字化选煤,再到网络化的“互联网+”选煤,发展到基于矿山工业互联网、人工智能、大数据、大模型的快速发展与应用,深度融合信息技术(IT)的高级分析能力与运营技术(OT)的自动化控制,最终实现具有智能分析、自主决策与控制的新一代智能化选煤成为选煤厂智能化研究与建设的必然结果。
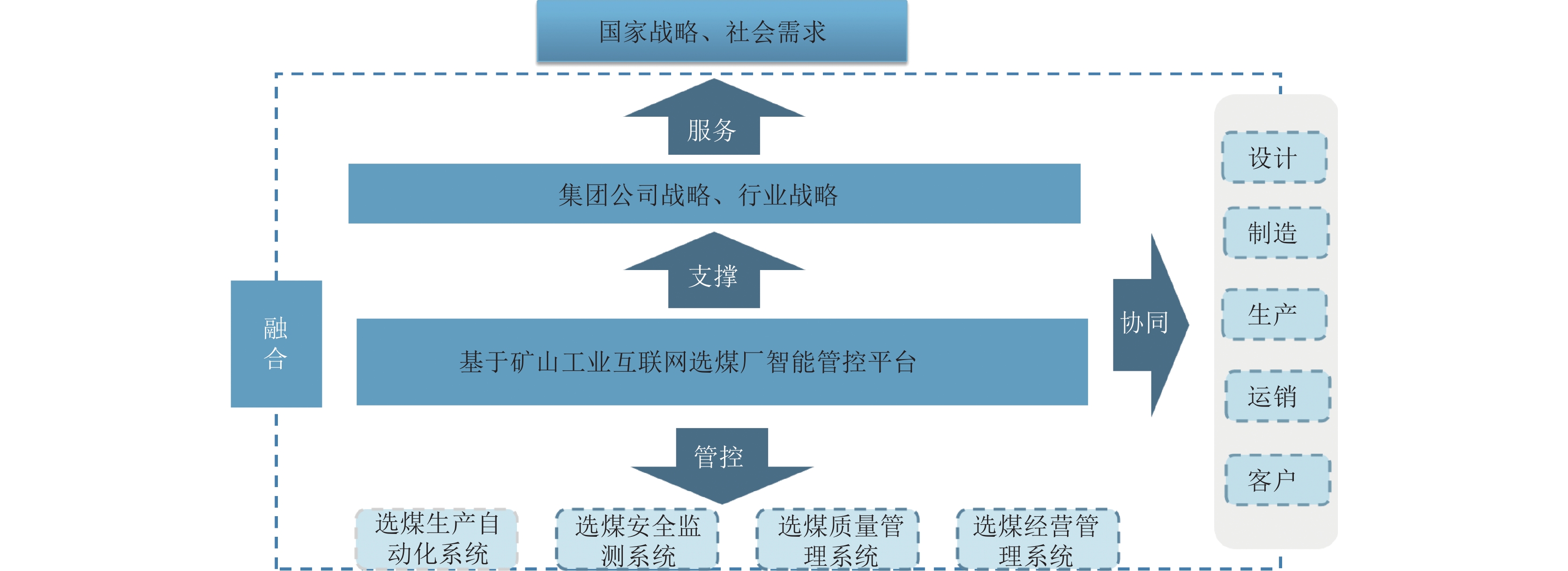
本文提出的选煤厂智能管控体系建设以矿山工业互联网智能管控平台为贯彻手段,通过选煤全过程透明化管理,对选煤自动化系统、安全监测系统、煤质管理系统及经营管理系统实现透视化管控,对上支撑集团公司发展战略,满足国家战略与社会需求,通过数据的融合分析解决内部各层级与业务模块间的矛盾,对外实现与勘察设计企业、装备制造企业、煤炭生产企业、运销企业与最终用户的业务协同,构建一个从原煤及装备供应到产品煤销售及应用的完整价值链(图1),通过技术创新和智能化推动选煤行业发展,实现经济效益与社会效益的双赢。
2. 基于矿山工业互联网的选煤厂智能管控平台架构设计
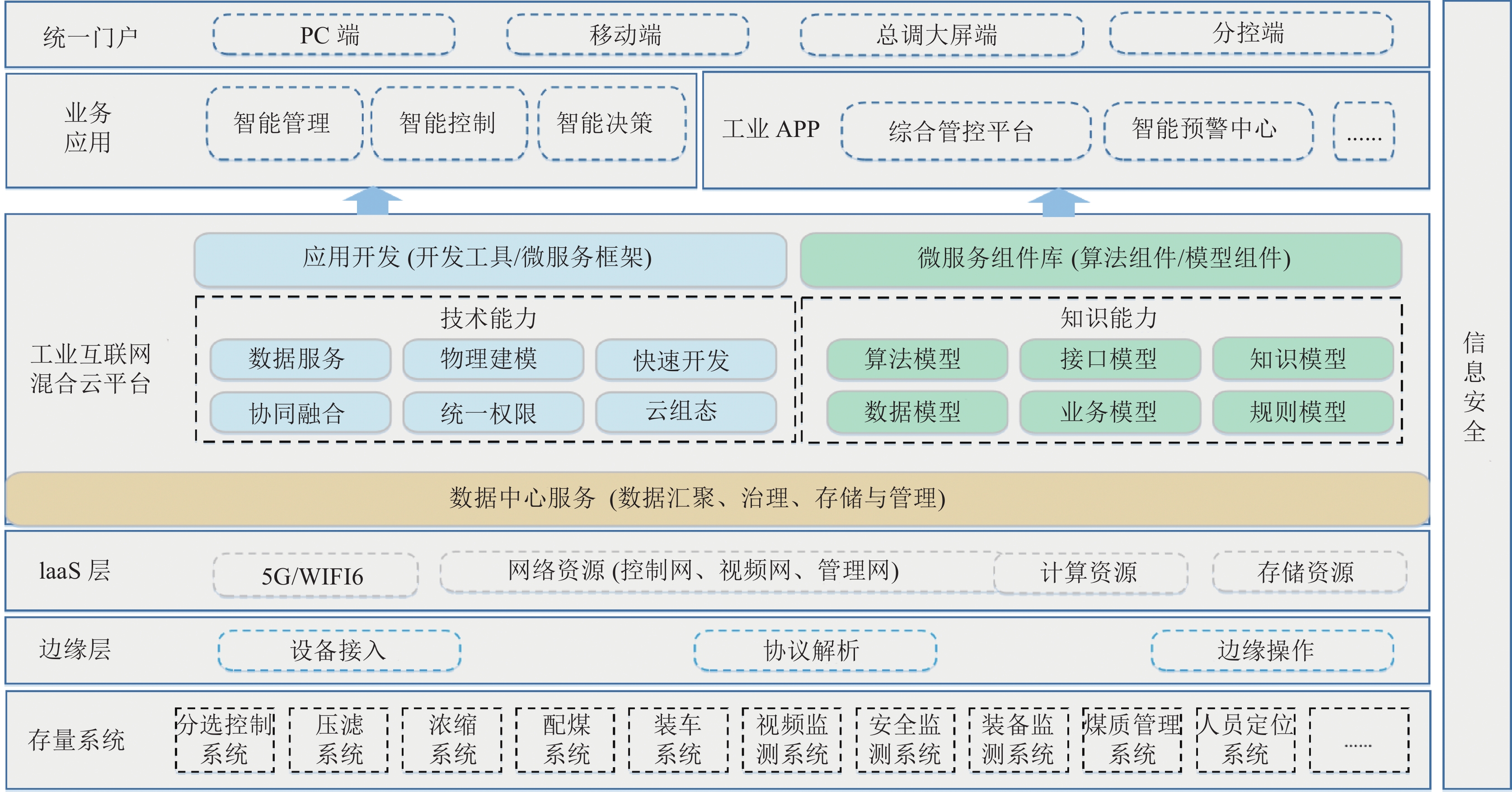
选煤厂智能化管控平台依据工业互联网体系架构2.0框架[12],结合国家能源局《智能化示范煤矿验收管理办法》以及《智能化选煤厂建设通用技术规范》设计主要业务模块,按照《智能化矿山数据融合共享规范》相关要求,实现选煤厂各基础自动化系统数据进行统一接入及标准化治理,整合串联数字基建的各项交付成果,形成选煤厂数字引擎,驱动选煤厂高效运营。
基于矿山工业互联网的智能管控平台总体架构如图2所示,其中边缘层从现存量系统的传感器、装备与控制系统等源头收集实时数据;Iaas层提供安全的数据传输通道,确保数据在边缘设备和云端之间可靠地传输;数据中心服务完成选煤厂多模态数据的汇聚、治理、存储与管理;工业互联网混合云平台提供物理建模与应用快速开发工具,并联合微服务组件库为算法组件与模型组件提供知识能力;业务应用包括智能管理、智能控制及智能决策3个模块,形成综合管控平台及智能预警中心等工业APP,其中智能管理以选煤生产过程为主线,对产品、人力、物资、技术等方面进行有效管理和调配,提高生产效率,智能控制针对重介、浓缩、压滤等传统选煤核心工艺环节,采用人工智能、机器学习等新技术新方法,在原有自动化控制逻辑的基础上,进一步提高远程控制精度,智能决策采用大数据分析技术,对设备运行数据、煤质化验数据、生产能耗数据、煤仓煤位监测以及装车运销数据等进行数据标准化治理,同时构建涵盖设备KPI、能耗指标分析、煤质变化分析在内的指标分析系统,实现实时生产情况分析以及工艺效果评定,对生产全过程进行透视化分析,全面掌握生产情况,辅助管理层决策;统一门户层包括PC端、移动端及总调与分控端,通过数字孪生技术构建3D选煤物理模型并实现数据与模型的实时交互。
基础设施层:采用业界领先的虚拟化方案,实现基础环境一键生成、强悍的高可用性、基础运维自动化,为整个平台提供底层基础设施服务,包括服务器、存储和网络等资源,具有简单轻量的环境部署、运维高度智能化、环境隔离智能化、交付持续化等特点。
公共服务工业互联网混合云平台层:工业互联网平台层中间件高度封装、服务智能注册及发现、服务高度抽象、服务智能组合,结合海量数据处理、实时数据分析、融合大模型分析等大数据服务能力,为整个平台提供了一整套开发和运行应用程序所需的平台环境,包括硬件设施、操作系统、数据库和快速开发工具等。工业互联网以设备物模型为基础,通过可视化配置等功能,实现现有设备的快速接入和反向控制,再通过控制策略配置等功能,可以实现传统设备的自感知、自决策,从而达到选煤全过程的智能管控。
业务应用层:打造服务智能发现注册、服务生命周期自管理、服务原子化、服务模块化的微服务体系,前端具有工业级的交互界面、互联网式的用户体验及随时随地移动处理等特点。
3. 选煤厂智能管控平台主要模块设计
3.1 数据中心
选煤厂生产过程数据包括煤矿空间数据、自动化采集的实时数据、历史数据、信息化管理系统的关系数据等,需要从代码、定义、标识符、数据元类型、数据格式、值域、中英文名称等多个属性维度建立煤矿生产、经营、管理等多方面的核心元数据标准规范,遵循“统一规划、统一技术、统一平台、统一标准”的基本原则,综合考虑性能、功能、能耗、承重、可靠性、安全等指标建立数据中心。
数据中心以选煤厂三维协同正向设计为源头,数字化交付为目标,结合大数据、物联网等新兴技术,为智能管控、智慧运维提供技术支持及数据支撑[13],同时针对选煤厂编码规则、对象类别、数据字典、数据格式、交付内容等进行研究,编制符合煤炭选煤行业特点并兼顾数据集成要求的标准,如选煤厂数字化交付策略、选煤厂数字化交付类库定义及分解结构、选煤厂数字化交付编码规定、选煤厂设计数字化交付内容规定等标准。
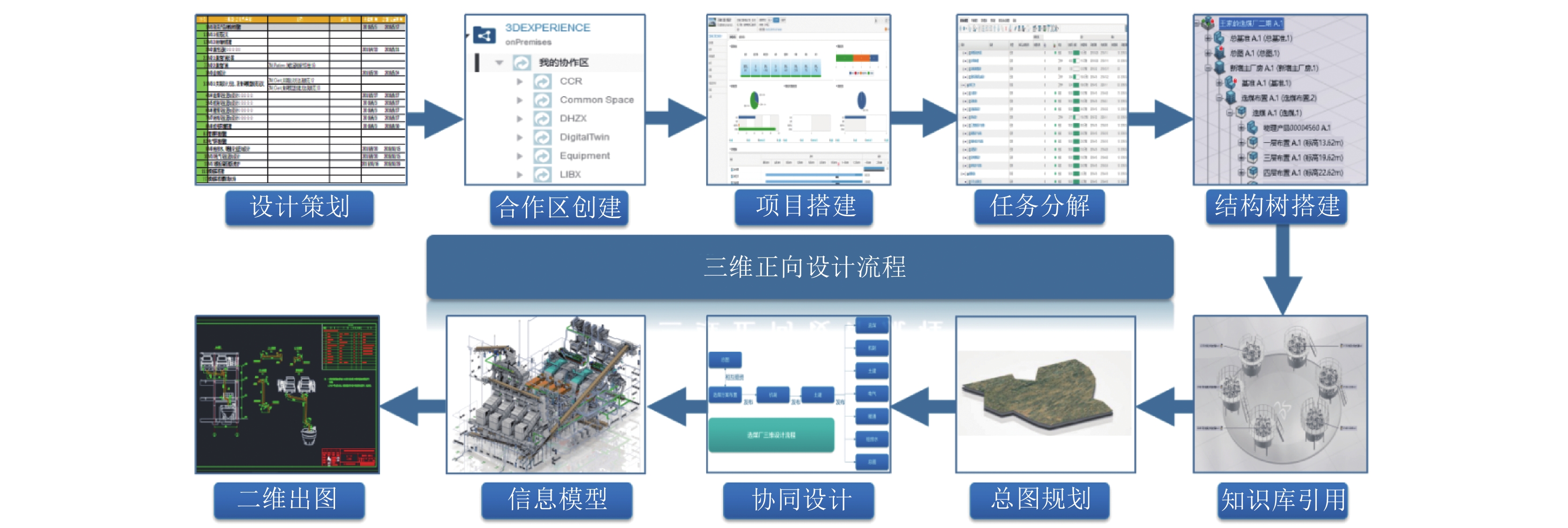
选煤厂三维协同正向设计是以选煤工艺为核心,配合建筑、结构、机制、水、暖、电等专业,在专业三维协同设计平台实时协同进行创建和深化选煤厂信息模型的过程[14],此过程的实施,依赖于20多部公司级三维协同设计标准、丰富的选煤知识库及具有国际先进水平的选煤厂三维设计工具。选煤厂三维协同正向设计流程如图3所示。
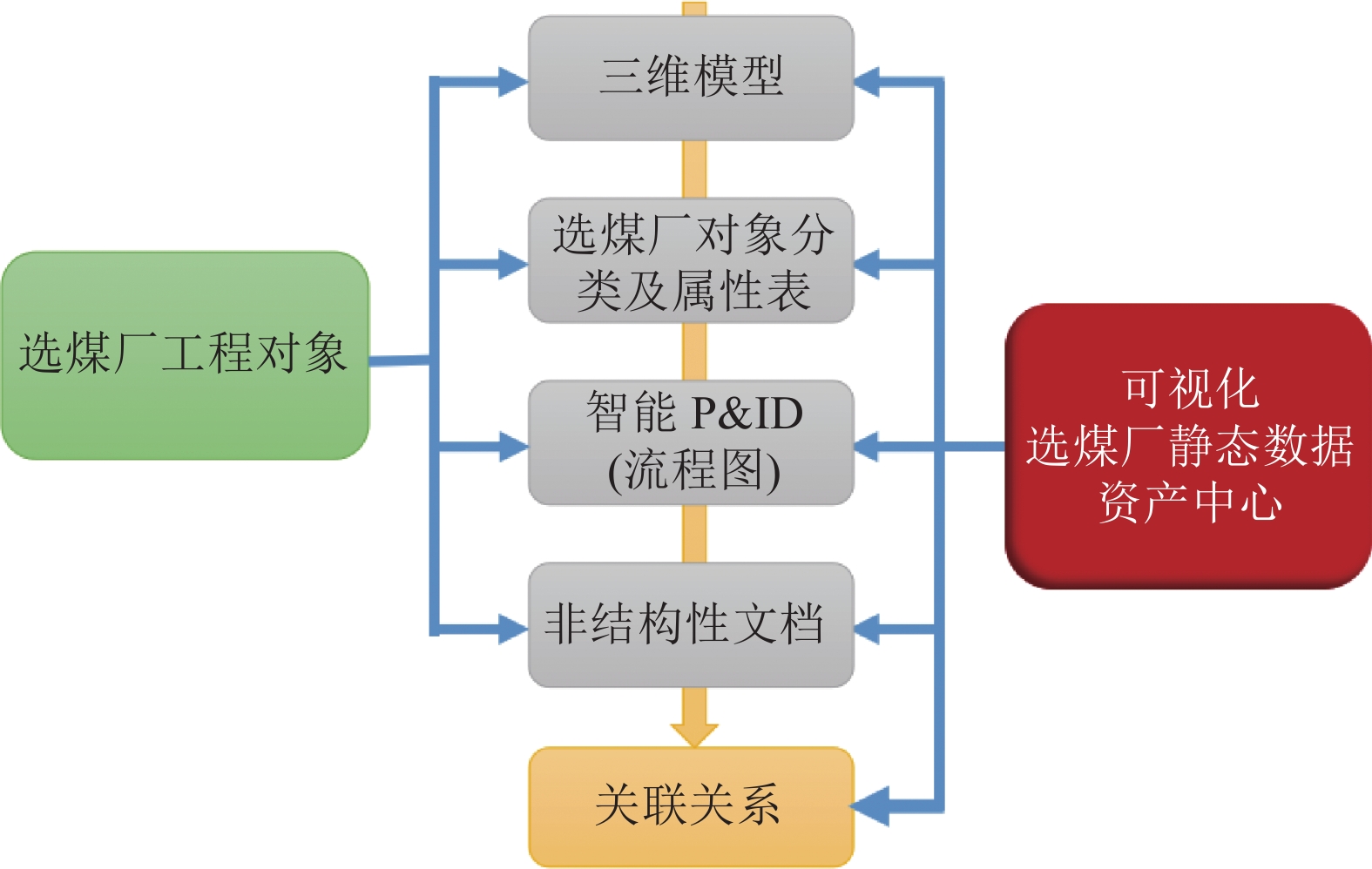
轻量化数字化交付建立了三维协同正向设计的三维模型、分类属性表(生产运维中关注的数据)、智能P&ID图纸(流程图)、必要的非结构性文档等的二、三维关联关系,最终形成选煤厂可视化静态数据资产中心[15](数字化交付成果),如图4所示。中心集成了选煤厂设计、采购、施工、运维等数据,可以通过导航树、三维模型导航、智能查找和智能报表等多种方式展现,所有信息互通互联、相互跳转。
数据中心帮助智能化选煤厂建立核心数据资产管理体系,以及统一的数据标准和大数据体系,提供大数据存储、大数据融合、数据移动、数据分析、数据资产管理以及数据建模服务、地图定位服务、空间服务、管理服务、消息服务和公司内部的生产、安全、经营、工况等数据服务。数据中心提供了一个汇集多个来源,多样类型的海量数据平台,实现逻辑或物理的集中管理,支持对数据进行快速移动、加工、存储、处理、分析、探索和运用的融合数据平台。支持快速建立数据湖,管理数据湖,并能连通企业内部数据、融合行业及价值链数据,并将其注入企业数据湖,最终建立数据驱动的智能业务应用。
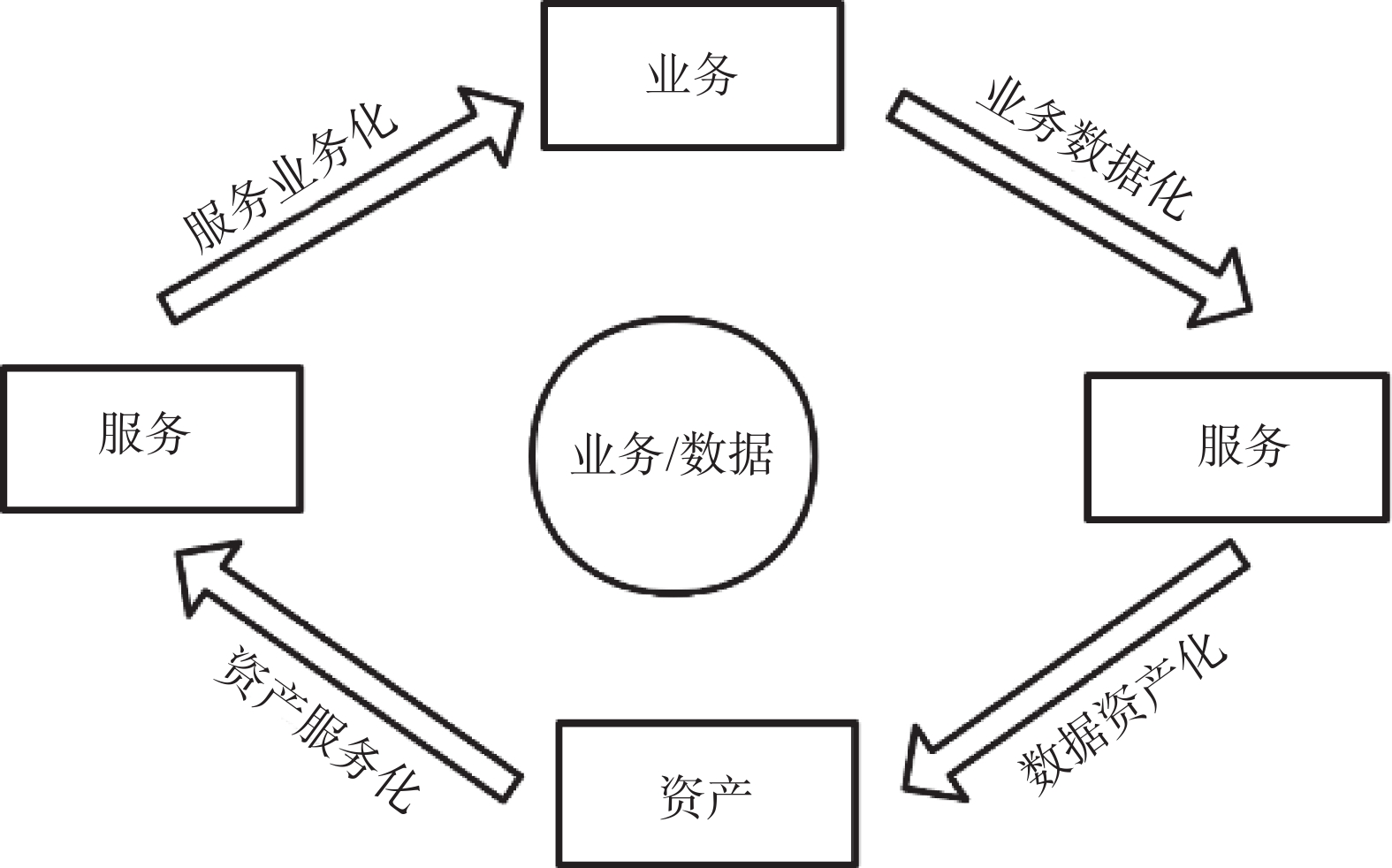
数据中心的使命就是持续让数据用起来,它把“数据资产”作为一个基础要素独立出来,让成为资产的数据作为生产资料融入业务价值创造过程,持续产生价值。作为整个企业各个业务所需数据服务的提供方,数据中心通过智能管控平台能力和业务对数据的不断滋养(业务数据化),会形成一套高效可靠的数据资产体系和数据服务能力(数据资产化和资产服务化),如图5所示。数据中心为智能管控平台构建与常态化运行解决了多模态数据在跨业务和跨系统间的流转与共享问题,缓解生产、控制、分析与管理等业务分离与信息孤岛现象,为选煤全过程管控决策智能化、跨业务工作协同化奠定基础。
3.2 业务应用
智能综合管控平台是选煤厂智能化业务应用的集合,是选煤厂智能化建设的最终呈现形式。根据前文所述的智能化建设内容,综合管控平台构建了3个智能中心,如图6所示。
1)智能管理。
构建智能管理模块,包含生产管理、机电管理、煤质管理、节能管理等功能,并支持基于工作流引擎的协同办公等功能。
生产管理主要包括生产计划制定与跟踪管理、生产调度、产量报表管理等内容。
机电管理围绕设备机构化、运行状态、类型、档案进行精细化管理,同时集成选煤厂设备管理模块,对设备备品备件进行有效的管理和跟踪,结合设备在线监测的实时运行数据,实现故障报警信息自动推送,形成设备检修计划编制、检修任务推送和检修结果反馈,最终结合设备档案、设备在线监测数据,自动计算设备KPI(关键绩效指标),衡量设备运营和绩效,帮助企业评估设备的效率、可靠性和质量。本项目中设备KPI主要包括:设备利用率、设备故障率、设备维修时间、设备维修成本、设备能效等。
煤质管理模块具备在线灰分仪灰分数据实时上传选煤厂智能化管控平台,记录生产过程灰分数据。同时将定硫仪、水分测试仪、测热仪(2台)等煤质化验结果离线上传至选煤厂智能化管控平台。
节能管理模块对材料、药剂、介质、水、电、油脂、防冻液和抑尘剂等消耗进行记录,按车间、班组、产品、生产系统等进行对比分析,形成分析图表。
对于消耗异常的情况,系统分析指出可能的耗能原因,支持对每班的能源消耗数据异常及可能原因自动向相关人员推送策略。
技术管理模块提供选煤相关标准规范库、选煤专业曲线绘制方法模块,用于现场工作及管理人员查阅国家规范以及专业知识,提升技术水平。
协同管理模块基于平台工作流引擎及消息推送功能,构建选煤厂智能化协同工作机制,具有工作流程自主配置及多端任务流实时推送等功能,即数据推动业务。
2)智能控制。
智能重介分选是智能化选煤的核心环节,基于合介桶密度、合介桶桶位、分流阀开度、补水阀开度以及原煤煤质、产品煤煤质等数据,构建密度-煤质相关性数据模型(图7),并根据煤质采样点、煤质指标以及时间范围查询数据,支持多点位数据同时展示。构建大数据分析模型,通过对历史数据分析,预测当前工况参数下产品煤煤质,并给出工艺参数调整建议。
3)智能决策。
智能决策模块以垂直行业AI大模型为技术[16]支撑进行生产情况分析、工艺效果评价、生产指标预测、产品结构优化、经济效益预测、设备健康评价、设备运行分析及不同管理层面的统计分析。主要功能包括:
生产情况分析:生产统计模块可对质量、节能管理、生产KPI(开机率、空开率、事故率)、质量进行多层面统计分析,形成统计数据。同时对预警结果进行写入数据库存储,支持按时间范围查询和统计分析变化趋势。
工艺效果评价智能分析:设置工艺效果评定模块,根据化验数据自动评价重选分选效果、浮选效果、分级效果、磁选效果和脱水效果。
生产指标预测:设置生产指标预测模块,根据生产大样系统自动预测产品分选密度、分选产品理论产率等。
产品结构优化:设置产品结构优化模块,通过配煤生产不同的产品结构,目前选煤厂产品单一,主要生产精煤、中煤、矸石、煤泥4种产品。
设备运行统计分析:设备运行统计分析模块可对设备、零部件的运行数据进行记录;计算重要设备的开机率、空开率、过煤量;分析综合效率;记录零部件更新时间、过煤量、累计使用天数,并最终给出零部件使用状态及数据,根据不同的管理权限了解设备的运行情况。
4)工业APP。
工业APP通过采用Docker+kubernetes,使各类算法、应用、引擎可以分布式、自动化部署与应用,同时支持工作流引擎、三维模型引擎、算法库、图表看板组件等功能。工业APP设有智能驾驶舱、智能集控界面等功能。智能驾驶舱以选煤生产过程数据为基础,充分整合各类数据资源,通过对设备在线监测数据、仓位监测数据、煤质化验数据和产品外销数据等进行深度融合分析,生成精准且全面的全厂生产情况分析看板,为管理者提供了直观、准确的决策依据,助力选煤厂实现高效、稳定、智能化的生产运营。
工业APP界面能够按照不同的工艺段以及车间进行分类查看,可以清晰、便捷地掌握各个区域设备的运行情况,对设备运行、报警、维修等信息进行全面统计分析,为设备的管理和维护提供有力的数据支持。同时,工业APP实现与自动控制系统联动,实现远程一键启停功能。
4. 选煤厂智能管控关键技术
4.1 多模态选煤大数据治理技术
在选煤厂智能管控平台数据中心建设过程中,图片、视频、音频以及文本文档等多模态数据持续增长[17],需要多模态数据的采集、集成与融合分析,挖掘不同数据之间的关联和特征,获取深层次的融合特征信息,为智能辅助决策奠定基础。多模态选煤大数据治理技术主要解决数据质量和数据融合两个关键问题:
1)数据质量。
数据质量治理标准是针对数据采集、传输过程中可能产生的数据缺失、数据错误等问题,在数据被上级平台或应用使用前,进行的数据治理工作。具体质量治理范围包括完整性治理、准确性治理和时效性治理三个方面:
完整性治理:数据层级方面,对接入系统完整性、子系统完整性、设备完整性进行校验;参数完整性方面,对数据字段和信息记录缺失等问题进行排查。
准确性治理:对数据精度、数据长度、数据类型和数据格式方面提出标准化要求,并对不符合项进行自动转化。
时效性治理:针对传输过程中造成的数据延迟、数据超期和时序错误等问题进行自动化检测,并剔除错误数据。
2)数据融合。
不同模态的数据具有不同的格式、结构和语义,导致数据无法关联分析,同时由于数据采样频率、时间戳等可能不同,导致数据对齐困难,使得融合过程更加复杂。在大模型场景化应用的需求下,针对图纸、音视频等非结构化数据作为重要的数据资产,构建多模态数据时空同步机制,提取传感器数据与音视频数据时空信息,完成特征提取与匹配,实现多模态数据特征级深度融合,为大模型场景化应用奠定基础。
4.2 BIM驱动数字孪生技术
为了实现选煤厂智能管控平台中业务应用模块的实时信息交互与可视化管控,基于信息建模(Building Information Modeling,BIM)驱动的数字孪生技术为平台创建了与选煤物理实体一一对应的3D虚拟镜像模型,保障选煤全过程的透视化智能管控与运行维护。
1)智能管控与智慧运维。
基于BIM的选煤全环节数字孪生模型不仅包含几何信息,还整合了原煤、成本、选煤过程与维护等多维度数据,使得数字孪生不仅仅是选煤厂外形上的复制,同时通过传感器和物联网技术与实体选煤厂相连,实现业务和性能上的实时映射,确保数据能够被正确解读并与虚拟模型对应起来,实现选煤厂的运行状态、能耗、环境条件等信息的实时智能监测管理、远程控制与预测运维。
2)预测性维护与优化。
随着互联网、大数据、数字孪生等技术及传感器装备的发展和应用,选煤设备的预测性维护成为设备全生命周期管理的核心[18],其在一定范围内有效降低选煤设备无计划故障时间,延长选煤设备生命周期、优化选煤设备备品备件等管理。
BIM驱动数字孪生的选煤厂设备全生命周期管理,首先通过多源数据整合与存储构建设备预测性维护数据底座;其次通过数字孪生模拟、大数据分析预测选煤设备的运行状态及设备维护的次序等,实现选煤设备的智能管理;最后结合大数据分析与原理驱动模型生成告警策略,完成分级信息推送。但由于缺乏完备的设备监测与数据支持,设备的历史数据很难满足算法建立的需求,且多源信息融合的设备预测性维护算法模型尚不成熟,致使故障点定位误差及误报率较高。
4.3 精细化智能分选控制技术
在选煤厂智能管控平台智能控制,精细化智能分选控制作为AI大模型分析的具体应用场景,通过构建重介密控及加药浮选算法模型,利用算法的预测能力,对选煤过程数据进行实时分析,预测最优的选煤工艺参数组合,在保证产品质量的前提下,实现降本增效的目标。
1)智能重介。
智能重介分选是一个多变量协同控制的过程[19-20],分选控制实质是一个双闭环控制系统,内环控制为重介质悬浮液的密度控制,外环为精煤的灰分反馈控制。外环通过灰分给定,决定合介桶中重介质悬浮液的密度给定值;内环密度控制执行分流、补水等变量对密度进行非线性调节,结合在线密度计反馈值,实现悬浮液密度的动态闭环控制。智能重介主要包括两部分核心算法:多变量智能密度调整算法和基于产品灰分的重介悬浮液密度智能设定算法。
2)智能浮选。
基于入浮流量、入浮浓度、起泡剂加药量、捕收剂加药量、浮精泡沫状态及快灰、尾矿状态及尾矿闸板开度等多源数据集成,采用“模糊控制+AI大模型”模式,建立双灰分反馈闭环控制的智能浮选模型,根据煤质变化,自适应调整加药制度,实现“入浮矿浆→智能加药→精煤和尾煤灰分双反馈→智能优化调整制度”连续闭环控制,提高了浮选精煤产率及合格率。
智能浮选系统已实现从人工控制到“机器控制为主、人工控制为辅”的转变[21-22],大大降低了员工的工作强度,但受到视觉识别精度的影响,控制模型在整个工况区间的自适应性有待提升。建立浮选系统的知识库,确保数据的精准度、代表性和可靠性,实现浮选系统“机器控制、人工巡视”的转变,彻底改变浮选系统的生产组织模式成为研究目标。
5. 基于矿山工业互联网的选煤厂智能管控应用实践
下峪口煤矿选煤厂是一座大型炼焦煤选煤厂,年生产能力300万t,采用(1.5~25 mm)无压三产品重介旋流器+(0.5~1.5 mm)TBS粗煤泥分选+(−0.5 mm)煤泥浮选+(−0.5 mm)尾煤浓缩压滤联合工艺。重介分选和浮选是下峪口选煤厂的核心分选环节,分选精度的高低直接影响到选煤厂的经济效益。下峪口选煤厂智能化管控系统投入运行后在“精准分选、转岗增安、绿色生产、数字煤炭”方面效果显著。
1)选煤厂智能管控平台规范了选煤厂生产业务流程,实现了生产作业过程实时跟踪与管理、选煤现场实时远程监控和调度、基于大模型的数据融合分析与决策支持、报警信息分级推送等,实现了选煤厂全域数据资产在线、数据实时共享、业务流程扁平化管理,激活了数据的商业价值,赋能选煤厂运营与决策,提高了选煤厂管理水平。
2)选煤厂智能管控平台实现了故障人工判断向实时诊断转变、参数经验调整向智能分析转变、设备被动维护向预警预判转变、调度信息通报向实时共享转变、生产人员定岗向流动巡岗转变、备件定量采购向按需预定转变等六大转变。
3)选煤厂智能管控平台通过BIM正向设计实现多专业协同设计和优化设计,提高了设计团队的沟通效率,避免了设计过程中的错、漏、碰、缺,有效提升设计质量。数字化交付通过规则定义将设计、施工、采购到运维的全部数据以电子形式进行集成和管理,提供高效、准确、易于检索、访问和共享的静态数据资源,为项目的数字基建、智能分析与应用、智能运行与维护奠定了坚实的数据基础,实现选煤厂全生命周期管理。
4)选煤厂智能管控平台应用后,重介分选密度控制精度由±0.01 g/cm3提高至±0.005 g/cm3;浮选加药标准差由0.64降低至0.24;精煤合格率由65.56%提升至84.0%。在稳定了精煤产品质量、精煤回收率提高1.5%以上的同时,生产成本下降8%以上,事故停机减少15%,解决了员工“爬、跑、摸”等调节问题,实现“累、脏、危”转岗人员24人,劳动强度下降20%以上,每年创造经济效益超
5000 万元以上,经济效益显著。5)选煤厂智能管控平台实现了数据融合分析与业务协同联动,为相关管理人员和业务人员提供安全生产的全过程及经营管理的总体及变化情况,为公司领导及部室负责人员提供辅助决策,为行业内智慧化矿区建设提供支撑。
6. 结 语
根据选煤厂智能化建设需求及信息技术的发展,构建了选煤厂智能管控体平台,设计了包括数据中心、业务应用与工业互联网混合云平台等模块,研究了平台建设相关的多模态选煤大数据治理技术、BIM驱动数字孪生技术、精细化智能分选控制技术等关键技术,建成基于矿山工业互联网的选煤厂智能管控平台,并在下峪口选煤厂进行智能化管控实践,实现了选煤全流程智能感知、辅助决策与精准控制,提高了精煤产品质量和精煤回收率,降低了生产成本,减少了现场工作人员数量和事故停机,在创造较大的经济与社会效益的同时,为打造选煤行业全业务协同价值链提供了技术支撑。
-
[1] 肖琳芬,王国法. 煤矿智能化技术体系建设进展与煤炭产业数字化转型[J]. 高科技与产业化,2024,30(2):12−15. XIAO Linfen,Wang Guofa. Progress in the construction of intelligent technology system in coal mines and the digital transformation of coal industry[J]. High-Technology & Commercialization,2024,30(2):12−15.
[2] 王国法,杜毅博,徐亚军,等. 中国煤炭开采技术及装备50年发展与创新实践——纪念《煤炭科学技术》创刊50周年[J]. 煤炭科学技术,2023,51(1):1−18. WANG Guofa,DU Yibo,XU Yajun,et al. Development and innovation practice of China coal mining technology and equipment for 50 years:Commemorate the 50th anniversary of the publication of Coal Science and Technology[J]. Coal Science and Technology,2023,51(1):1−18.
[3] 陶能进,郑继洪,李智阳. 我国煤炭洗选50年发展历程[J]. 选煤技术,2023,51(6):40−47. TAO Nengjin,ZHENG Jihong,LI Zhiyang. 50 years of development course of coal washing in China[J]. Coal preparation technology,2023,51(6):40−47.
[4] 刘峰,郭林峰,张建明,等. 煤炭工业数字智能绿色三化协同模式与新质生产力建设路径[J]. 煤炭学报,2024,49(1):1−15. LIU Feng,GUO Linfeng,ZHANG Jianming,et al. Synergistic mode of digitalization-intelligentization-greeniation of the coal industry and it’s path of building new coal productivity[J]. Journal of China Coal Society,2024,49(1):1−15.
[5] 刘洋,丁震,白应光,等. 基于数据驱动的选煤厂智能化建设[J]. 工矿自动化,2023,49(S2):52−55. Liu Yang,Ding Zhen,Bai Yingguang,et al. Intelligent construction of coal preparation plant based on data drive[J]. Industrial and Mining Automation,2023,49(S2):52−55.
[6] 李江涛,王安佳. 选煤厂智能决策系统在神东矿区的研发与应用[J]. 智能矿山,2023,4(10):72−79. LI Jiangtao,WANG Anjia. Research and application of intelligent decision system in coal preparation plant in Shendong mining area[J]. Journal of Intelligent Mine,2023,4(10):72−79.
[7] 李东坡,陶建平,张文钶,等. 煤矿大数据智能分析决策辅助技术研究[C]//第31届全国煤矿自动化与信息化学术会议暨第12届中国煤矿信息化与自动化高层论坛论文集. 徐州,2023:144−150. [8] ZANG C Z,LU Z Y,YE S L,et al. Drilling parameters optimization for horizontal wells based on a multiobjective genetic algorithm to improve the rate of penetration and reduce drill string drag[J]. Applied Sciences,2022,12(22):11704. doi: 10.3390/app122211704
[9] 赵啦啦,汪维,徐峰,等. 基于数字孪生的交叉筛智能控制技术研究现状[J]. 煤炭技术,2024,43(5):274−276. ZHAO Lala,WANG Wei,XU Feng,et al. Research status of cross screen intelligent control technology based on digital twins[J]. Coal Technology,2024,43(5):274−276.
[10] 王洋. 大海则选煤厂智能化建设实践[J]. 选煤技术,2022,50(4):94−98. WANG Yang. Practice of construction of intelligent dahaize coal preparation plant[J]. Coal Preparation Technology,2022,50(4):94−98.
[11] ZHOU J,LI P G,ZHOU Y H,et al. Toward new-generation intelligent manufacturing[J]. Engineering,2018,4(1):11−20. doi: 10.1016/j.eng.2018.01.002
[12] 余晓晖,刘默,蒋昕昊,等. 工业互联网体系架构2.0[J]. 计算机集成制造系统,2019,25(12):2983−2996. YU Xiaohui,LIU Mo,JIANG Xinhao,et al. Industrial Internet architecture 2.0[J]. Computer Integrated Manufacturing Systems,2019,25(12):2983−2996.
[13] 郑伟生,别铜选,付宇. 数字化协同设计在煤矿建设项目中的应用[J]. 陕西煤炭,2023,42(5):199−204. ZHENG Weisheng,BIE Tongxuan,FU Yu. Application of digital collaborative design in coal mine construction project[J]. Shaanxi Coal,2023,42(5):199−204.
[14] 孙再征. 基于Dassault 3DE的选煤厂BIM正向设计方法研究[J]. 煤炭工程,2020,52(7):45−48. SUN Zaizheng. Top-down BIM design of coal preparation plant based on Dassault 3DE[J]. Coal Engineering,2020,52(7):45−48.
[15] 孙再征. BIM技术在选煤厂设计中的应用[J]. 选煤技术,2020,48(3):70−73,77. SUN Zaizheng. Application of the building information management (BIM) technology in design of coal preparation plant[J]. Coal Preparation Technology,2020,48(3):70−73,77.
[16] 张建中,郭军. 智慧矿山工业互联网技术架构探讨[J]. 煤炭科学技术,2022,50(5):238−246. ZHANG Jianzhong,GUO Jun. Discussion on industrial internet technology framework of smart mine[J]. Science and Technology,2022,50(5):238−246.
[17] 陈浩泷,陈罕之,韩凯峰,等. 垂直领域大模型的定制化:理论基础与关键技术[J]. 数据采集与处理,2024,39(3):524−546. CHEN Haolong,CHEN Hanzhi,HAN Kaifeng,et al. Domain-specific foundation-model customization:theoretical foundation and key technology[J]. Journal of Data Acquisition and Processing,2024,39(3):524−546.
[18] 韩培强,冯智愚,王海,等. 煤矿数据治理特点及发展路径分析展望[J]. 智能矿山,2024,5(4):9−15. HAN Peiqiang,FENG Zhiyu,WANG Hai,et al. Analysis and prospect of coal mine data governance characteristics and development path[J]. Journal of Intelligent Mine,2024,5(4):9−15.
[19] 鞠佳杉. 采煤机液压系统数字孪生体构建与预测性维护方法研究[D]. 西安:西安科技大学,2022. JU Jiashan. Research on digital twin construction and predictive maintenance method of shearer hydraulic system[D]. Xi’an:Xi’an University of Science and Technology,2022.
[20] 刘新辉,袁雪,吕鹏辉,等. 选煤厂重介质分选工艺智能化改造及应用[J]. 煤炭加工与综合利用,2024(3):10−13,17. LIU Xinhui,YUAN Xue,LV Penghui,et al. The intelligentization and application of the dense medium separation process in coal preparation plant[J]. Coal Processing & Comprehensive Utilization,2024(3):10−13,17.
[21] 周长春,温智平,周脉强,等. 基于数据生命周期的煤泥浮选智能控制技术研究进展[J]. 洁净煤技术,2024,30(1):45−57. ZHOU Changchun,WEN Zhiping,ZHOU Maiqiang,et al. Research progress and prospect of intelligent control technique in coal flotation based on the perspective of data life cycle[J]. Clean Coal Technology,2024,30(1):45−57.
[22] 高佳萌,吕途,国玉琳. 工业互联网企业信息安全防护能力提升路径研究[J]. 青岛大学学报(自然科学版),2023,36(4):139−144. GAO Jiameng,LYU Tu,GUO Yulin. Research on the improvement path of information security protection capability of industrial Internet enterprises[J]. Journal of Qingdao University (Natural Science Edition),2023,36(4):139−144.
 下载:
下载:


计量
- 文章访问数: 76
- HTML全文浏览量: 9
- PDF下载量: 36
